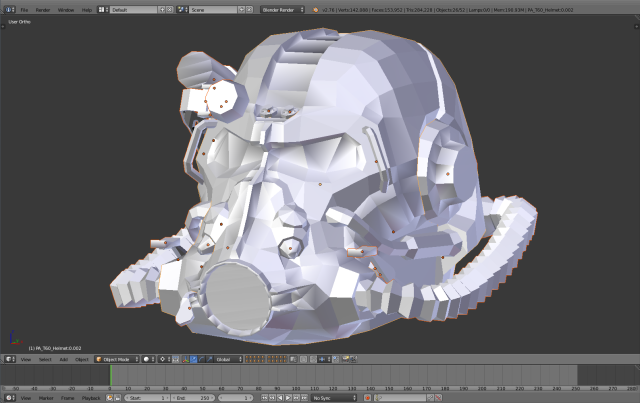
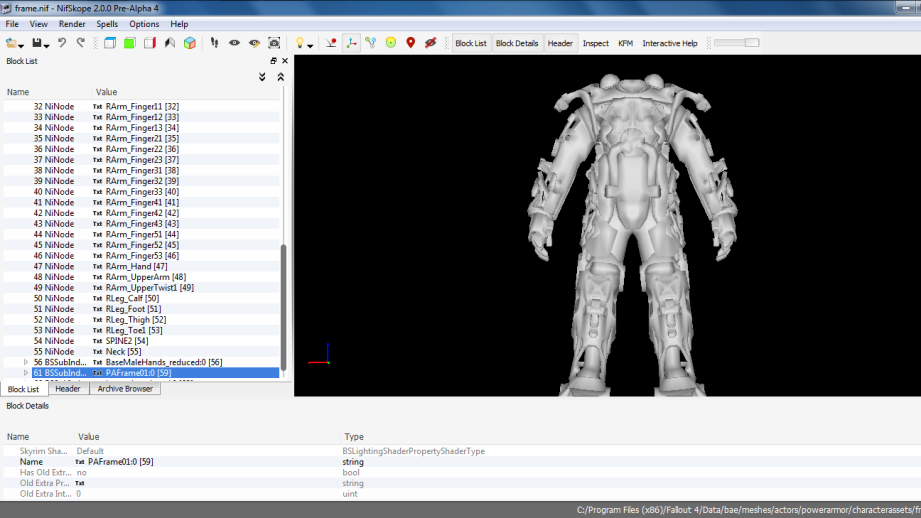
I don’t know about you, but I tend to jump from one project obsession to another. Just as I was getting over my space gun prop obsession I slipped right into a deep fascination with tiny robot models. My current project is a 1:6 scale Mister Handy robot model from Fallout 4. The majority of it is 3D printed, but I’m molding and casting all of the parts for durability and so that I can make multiples of repeated parts like the arms and eyes.
I’ve made a whole bunch of silicone molds in my career. Most of them have been of a moderate scale; roughly space pistol sized. Some of them, on the other hand, have been ridiculously large. For example, the District 9 alien rifle main body mold is over 44″ long and took my wife and me 4 days to build.
With this latest tiny robot project, I’ve gone in the opposite direction. The molds and pieces for such a small model kit are comically tiny compared to the rifle molds. Some of the parts for this pint sized robot are only a couple of centimeters long! Making gigantic molds and castings is extremely challenging, but I quickly learned with this new project that small molds have their own, different set of hurdles.
Note: For the examples in this build I used Mold Max 30 and Mold Star 20T silicone to make my molds. Mold Max is a good, all purpose silicone and 20T cures super fast (30 minutes) which was really handy for mold experimentation. I cast all of my parts in Smooth Cast 300, tinted gray. This is a great general purpose urethane resin that cures pretty quickly (10 minutes). It also has a relatively low enough viscosity, which helps in capturing the intricate details in my small robot parts.
My Nemesis: Bubbles
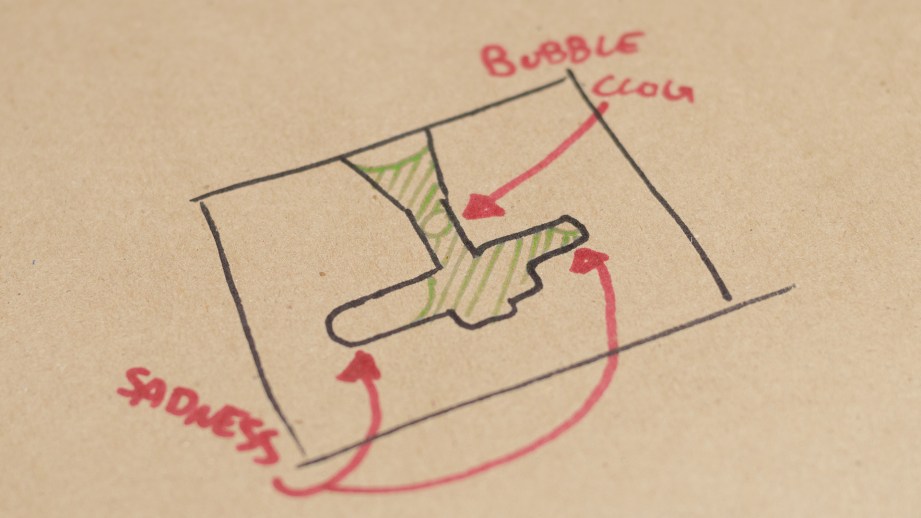
Yes, with every mold you make, big or small, you need to be very aware of the bubbles your castings may trap in the resin. Large molds have a distinct advantage in that the fluid weight from all the resin you pour into them will help force bubbles up and out of the mold cavity, usually through the pouring spout. In a really small silicone mold, that pouring spout is too small and there isn’t enough liquid weight for the air bubbles to escape via that one spout. This causes a clog that won’t allow the resin to completely fill the mold cavity. From the outside the mold appears to be full of resin. The inside, however, is mostly air, shame, and sadness.
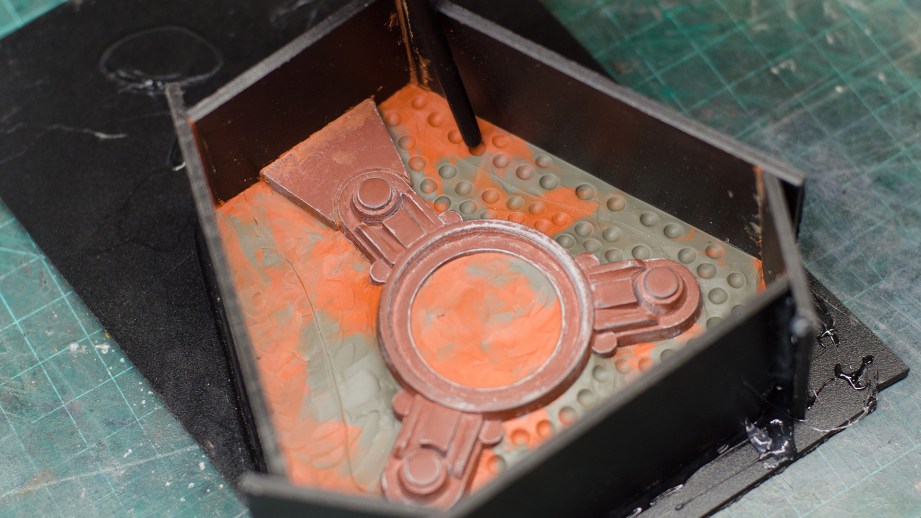
To combat this, molds must be planned and properly vented. This way, when the liquid resin is poured in through the pouring spout, the air can escape through a vent instead of trying to force it’s way back through the tiny spout that you’re clogging with the resin. Planning these molds on paper is a good first step!
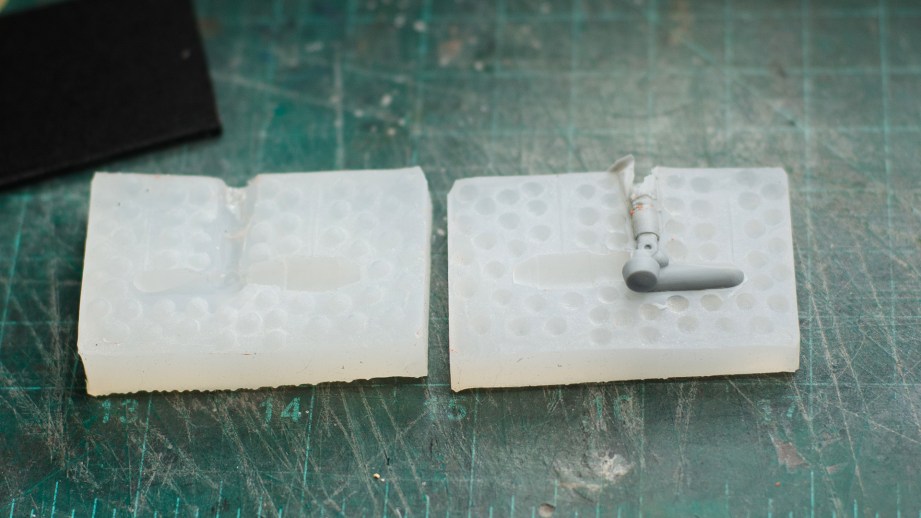
By cutting a couple of vents in the appropriate places in your mold you can almost completely negate any trapped air bubbles in your castings!
 Vent success!
Vent success!
Planning Your Vents
Many times you won’t really know the proper places to add vents, or if you even need them, until after you’ve tried casting a part from your mold. In that case you may just have to get X-Acto happy on your cured silicone mold and carve trenches willy-nilly until you can get a good casting.
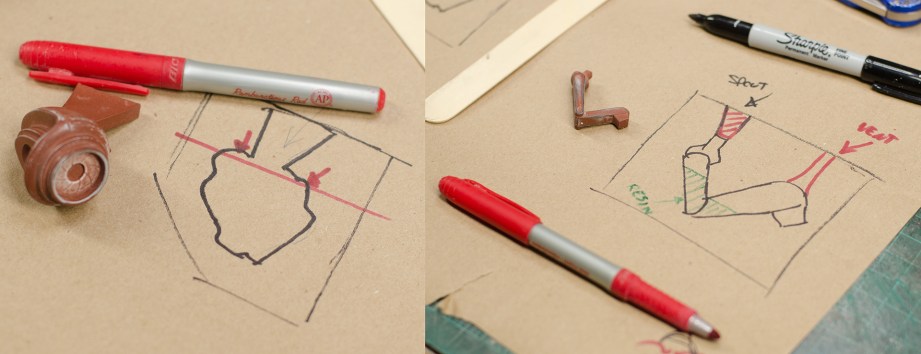
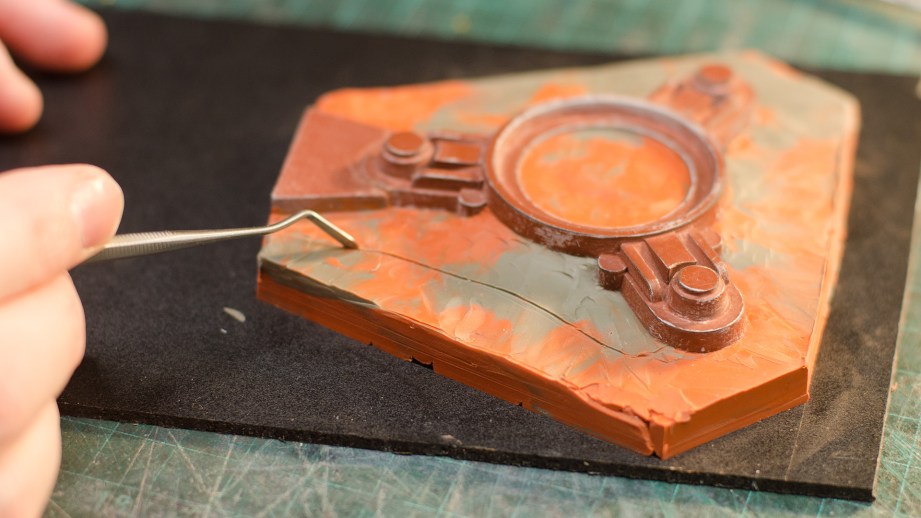
The more mold making you do, however, the more you can anticipate problem areas and plan them ahead of time. I like to draw lines when I’m claying up the first half of my two part molds in the areas where I think I’ll need some vents. This can be extremely handy because you can plan your registration keys around where the vents will be added.
I also don’t try to sculpt in the vents before pouring the silicone. This would be extremely tedious. You would have to leave a thin snake of clay in the vent area. Instead I’ll simply draw the vent area into the clay and pour the two halves of my silicone. Then, using a small tool, I’ll punch in all of my registration keys around the part and my vents.
When the mold is done and cured, you can cut a trench in the vent areas with a sharp knife. It doesn’t have to be pretty, these vent sprues will be trimmed away from the final cast piece.
More Bubbles?!
Cutting good vents in your small molds will solve your major bubble problems, but it turns out that air is an extremely devious foe. Despite your best efforts, castings can still have microbubbles lurking just under the surface of your cured resin. These bubbles don’t show themselves until you start sanding your casting for paint!
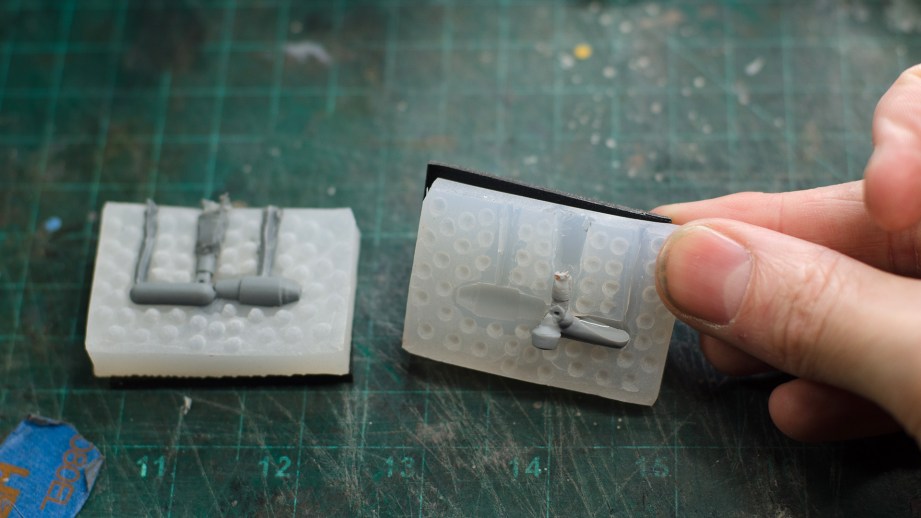
The above example showcases these microbubbles in fine detail. In the casting on the right, after discovering them during the casting cleanup process, I filled the bubbles with a red spot putty. After sanding the putty down you’ll end up with a perfectly smooth piece, but it would be great if there was a way to avoid these bubbles too.
In fact, the example on the left doesn’t have any of those pesky microbubbles! This was done using a pressure pot. Pressure casting is invaluable for small parts or anything that needs to be cast in a transparent resin. Both cases have a tendency to show off any imperfections in the casting and by compressing those microbubbles, the problem nearly vanishes.
My pressure pot is a commercially available paint pressure tank from Harbor Freight. I had to change up the fittings a little bit to make it work for my purposes and with my air compressor, but the price was right and it gets the job done.
The idea is that, under high pressure, air will compress and liquid will not. When you place your liquid resin laden molds into the pressure pot, seal the lid, and raise the pressure to about 40 PSI, those microbubbles will be compressed to an invisible size. Then you can leave the mold in the tank until it cures into a solid plastic and those little bubbles remain microscopic until doomsday!
These two simple techniques, venting and pressure casting, will help you make tiny molds that are extremely effective at casting flawless resin copies. As always some trial and error is to be expected. Fortunately these wee little castings don’t take up too much resin, so you can be free to experiment to your heart’s content without breaking the bank.
I do hope you give this kind of molding and casting a try. I’ve been having a joyous time making and casting all of these tiny robot parts, giggling like a child the entire time! If you’d like to learn more about silicone mold making, feel free to check out our ongoing molding and casting video series!